机械工程学院 陈海涛
一、背景
《金属切削技术》是机械制造专业的一门专业基础课,涉及的内容多,概念多,学生理解比较困难,而顺铣和逆铣是其中很重要的一个知识点,并且与实践应用联系非常紧密。很多学生在学习和理解这个知识点内容时,常常会比较迷茫,通常表现在以下方面:
(1)不能够理解顺铣和逆铣的含义。
(2)不能够把所学知识运用到实际生产当中。
(3)不能够把所学知识综合运用起来。
鉴于以上问题,如何提高学生的兴趣,把所学知识能够综合应用的生产实际中,成为教学的一大难点。利用案例教学,结合生产实际,利用已有的知识解决生产实际问题,能够有效解决以上问题。
二、典型案例的引入
2.1在上课时利用多媒体播放视频,让学生仔细观察铣刀加工时的运动方式和行走轨迹,并提出问题。如果换一种走刀方式,对于实际生产加工有没有什么影响?大大提高了学生的求知欲和兴趣。通过铣削加工的视频,,使学生对铣削具有初步的感性认识。开始提出思考题:在零件的铣削工程中,加工外轮廓的情况下,从上向下看,顺时针加工和逆时针加工效果是否一样?实际加工中应该怎样选择?同时,再次提出问题,键槽的加工方法有以下3种,应该怎样选择,是不是加工效果一样?这样教学设计目的是通过直观演示引起学生兴趣,激发学生的好奇心,让他们感到学有所用,能够将所学知识更好的与生产实际相结合

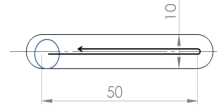
图a;φ10刀具直接切削加工 图b;φ8刀具逆时针切削加工
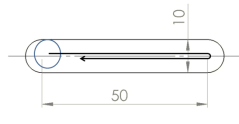
图c;φ8刀具顺时针切削加工
图1:键槽的3种铣削加工方法
2.2引入顺铣和逆铣的概念,在深刻理解顺铣和逆铣定义,让学生能够判断实际加工中是顺铣和逆铣。根据铣削加工时的实际情况,对铣刀和工件进行受力分析, 通过受力分析,理解铣削加工过程中顺铣和逆铣实际受力的方向不同,并由此导致不同的加工方法得到的结果不相同。从某种意义上来说,很多机械问题本质上是力学和数学的问题,学生通过以前所学的力学知识,通过对加工过程的分析,能够独立完成不同的铣削方法可能存在的问题,提高了学生的学习积极性,同时也激发了学生的成就感和满足感,能够切身感觉到学有所用,学有所成,大大提高了学生的学习积极性。
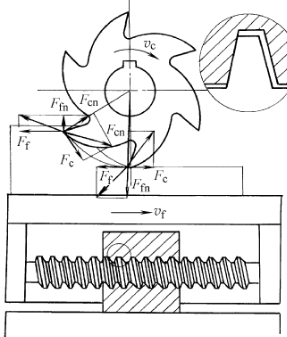
图2:逆铣
对逆铣进行受力分析,可以明显看出,在加工到第二个工位时,铣刀的受力分析可以简化如下:
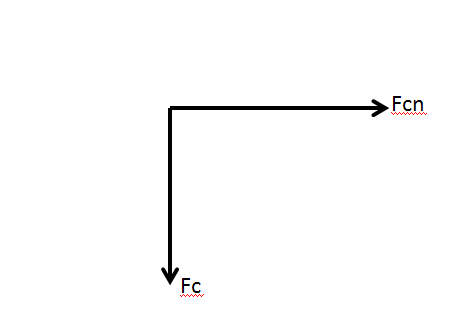
图3:逆铣时,铣刀的受力方向
2.3根据铣刀的受力分析,可以得出以下结论:
铣刀的受力方向向下。 并进一步得出结论铣刀在逆铣加工时,所受力的方向是指向工件方向的,而不仅仅是受到向下的铣削力,通过铣刀的受力分析,可以让学生深刻理解课本所要表达的意义。通过受力分析,就可以与工程实践向联系,可以引导学生在逆铣加工时,对于实际的加工质量有什么影响?
如果大部分学生不能够回答出来,可以做进一步的引导,提出以下问题?在逆铣加工时,刀具是不是受到指向工件的力?因为这一步已经得到论证,学生普遍都能回答出来。紧接着顺理成章提出第二个问题?当切削力较大时,是不是有可能导致铣刀切入工件,造成工件超差?大部分学生都会恍然大悟,原来分析切削力的目的是让大家了解和掌握逆铣时的实际工作过程,并理解由此可能造成的质量缺陷。最后,提出一个扩展性问题,用逆铣加工时,是否容易造成尺寸偏小等缺陷?通过铣刀的受力分析,让学生了解机械工程领域内,很多问题可以通过基本的力学和数学来解决,同时,让学生真正感觉到知识的魅力,自己所学的知识和生产的紧密联系性。通过引导,让学生自己领悟书本的含义,增强学习能力和利用所学知识解决实际问题的能力。
另外,很多书上仅仅给出了铣刀受到向下的力,也有很多老师不能够深刻理解其中的含义,在讲解受力方向时一句话带过,不能够与生产实践向联系,也就无法顺利完成应用型本科教学 。
2.4对工件进行受力分析,根据作用力和反作用力,可以很容易得到工件的受力图:
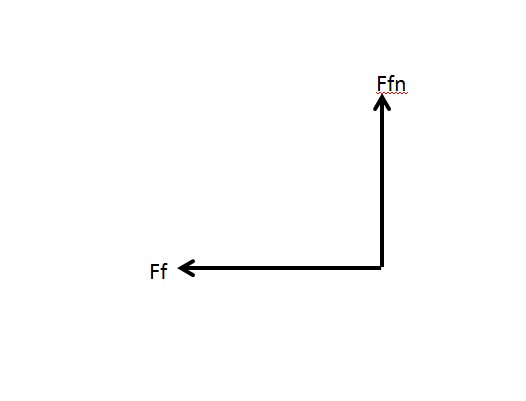
图4:逆铣时,工件的受力图
受力分析是铣削方式的重点和难点,在讲解时,注意学生的表情,要逐步推导。推导过程中,依据力的合成和分解原则,尽量引导学生去主动探索和得出结论,提高学生学习的主动性,提高课堂教学的互动性,学习效果非常好。
2.5根据图片,开始进行铣削过程分析。从图中明显可以看出,逆铣时,切削厚度从零逐渐增大。因为切削厚度从零开始,就不可避免地会产生挤压、滑行。
总结归纳结论:
(1)因为有挤压存在,导致刀具磨损严重。
(2)刀具的受力方向指向待加工零件方向。
(3)铣削过程平稳。
2.6 让学生按照逆铣时的方法和步骤,逐步分完成顺铣时铣刀和工件的受力分析。从教学效果来看,由于刚学过逆铣受力分析,大部分学生能够推导出结果,并在思路上与老师保持一致。
2.7比较逆铣和顺铣的特点:
铣削方式:逆铣 |
顺铣 |
定义:相反 |
相同 |
Ø 切削厚度从零逐渐增大; |
Ø 切削厚度从最大开始; |
Ø 过渡表面上挤压、滑行, |
Ø 避免挤压、滑行现象; |
Ø 工件有抬起趋势。 |
Ø 工件有压下趋势,有利于工件夹紧。 |
Ø 铣削过程平稳。 |
Ø 会使铣刀崩刃。 |
表1:顺铣和逆铣的特点对比
2.8 回答讲课前提出的问题。对于键槽的加工,这3种加工方式最终的结果是否一样。从以往经验来看,大部分学生并不能够回答出这些问题,因为书上的例题是加工轮廓或平面,刀具只有一侧受力,这个时候需要教师给出引导,让学生分别分析刀具两侧的加工情况,得出结论,加工键槽时,一部分是逆铣,另外一部分属于顺铣。大部分学生恍然大悟,
按照上面所讲的知识得到结论;
(1)按照图1的 铣削方式,由于逆铣时刀具受到指向工件的力,顺铣时刀具受到远离工件的力,并且由于顺铣和逆铣同时存在,加工出的键槽必然向逆铣的一边偏移。
(2)图2的铣削方式属于顺铣加工, 在加工时,由于刀具受到偏离被加工面,可能导致铣削后键槽偏小。
(3)图3的铣削方式属于顺铣加工, 在加工时,由于刀具受到指向被加工面,可能导致铣削后键槽偏大 。
结论:每次讲完顺铣和逆铣的知识点,学生都会为我送上掌声,在分析和讨论的过程中,学生热情高涨,求知欲强烈,从案例的引入激发学生的好奇心,到一步步引导学生得出最终结论,帮助学生能够结合力学等已有的经验和知识解决实际生产问题,极大地促进了他们知识的重构过程,同时,解决问题的过程让学生充满了自豪感,对知识充满了兴趣,让学生充分理解力学在机械工程实践中的重要性,为解决工程实际问题打下了基础。

 学校官方微博
学校官方微博
 学校官方微信
学校官方微信
 教务处公众号
教务处公众号
